A KB Prüftechnik keménységmérő gépekhez kifejlesztett Mapping szoftverfunkció alkalmazási lehetőségei a Mikro-Vickers eljárásban.
Hegesztési varratok ellenőrzése keménységméréssel
Az utóbbi években jelentős előrelépés történt a hegesztett szerkezetek keménységméréssel történő minősítésében. Egyre több fejlesztés történik a gyorsaság, mérési pontosság és a vizsgálható felületek elhelyezkedése tekintetében.
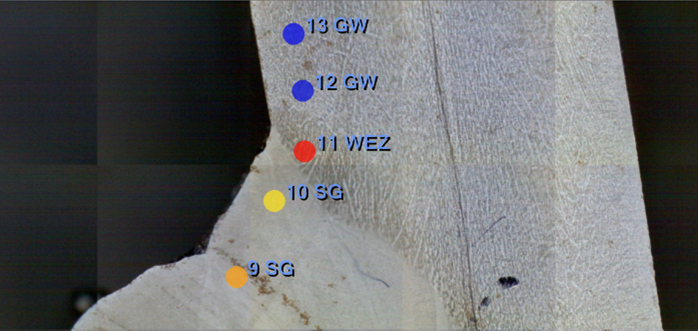
A hegesztési varratok vizsgálatához már speciális keménységmérési szoftvermodulok érhetők el, melyekkel professzionális szintre emelhető a kötések minősítése. A felhasználó definiálhat mintákat, illetve a mérési szériákhoz grafikus eszközökkel könnyedén és a szabványoknak megfelelően hozzárendelhet pozíciót, kontúrvonalat, elmozdulást. Meghatározhatók azok a zónák is, amelyek relevánsak a hegesztés tekintetében, például az alapanyag, a hőhatásövezet, illetve a hegesztési varrat anyaga. Az automatikus mérés elvégzése után a különböző zónák és eredményeik diagramok, illetve előre meghatározott, látványos jegyzőkönyvek formájában is megjelennek.
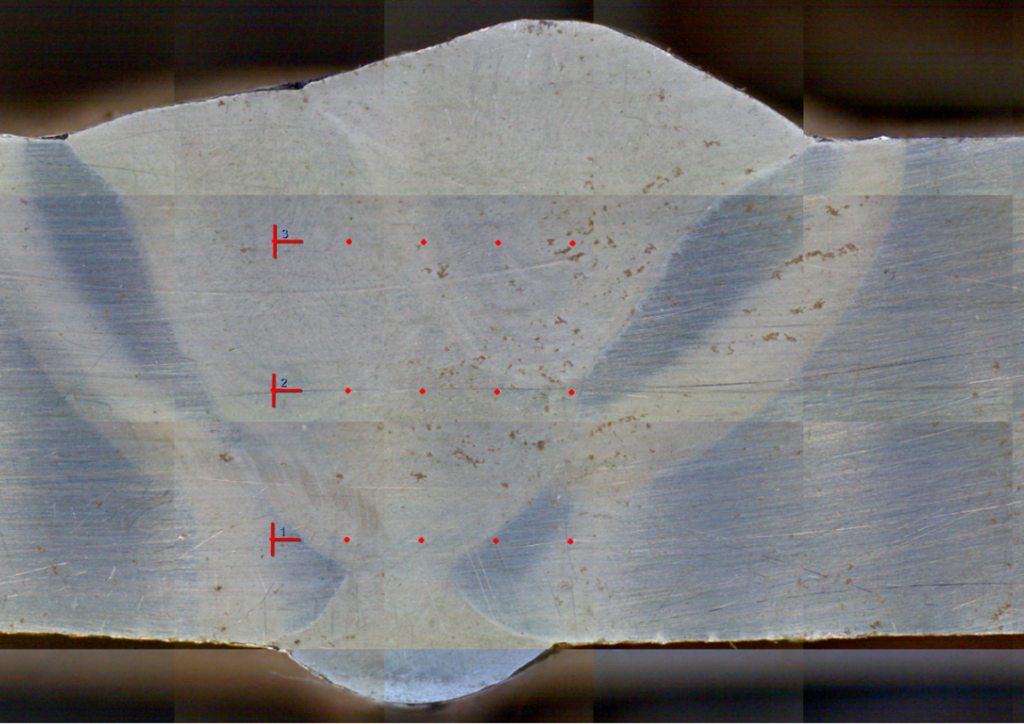
Grafikus eszközök használata hegesztési varratok vizsgálatánál
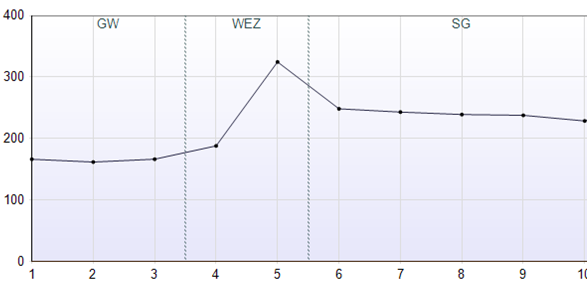
Hegesztési zónák megjelenítése a diagramon
A keménységmérési szoftverek fejlődésével már az eredmények képi megjelenítése is elérhetővé vált, ami lehetővé teszi a kötési technológia fejlesztésével, javításával kapcsolatos döntési folyamat lerövidítését. Ennek a fejlődésnek a legújabb mérföldköve az ún. „Mapping” funkció.
Mi is az a Mapping?
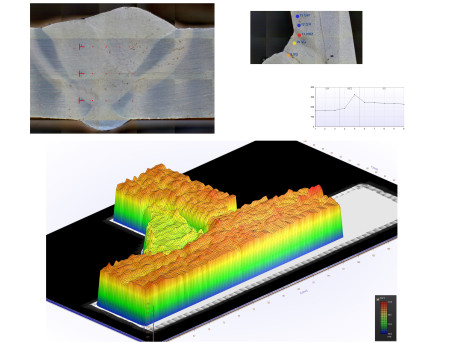
Az automata keménységmérő a beágyazott minta teljes felületén meghatározott lépésközökkel lenyomatok sorát készíti el, és értékeli ki, majd a kiértékelés után kapott eredményeket egy színes háromdimenziós diagramon jeleníti meg. A különböző keménységtartományokhoz különböző színskálákat ad meg, így jól látható és könnyen értelmezhető a keménység eloszlása a darabban.
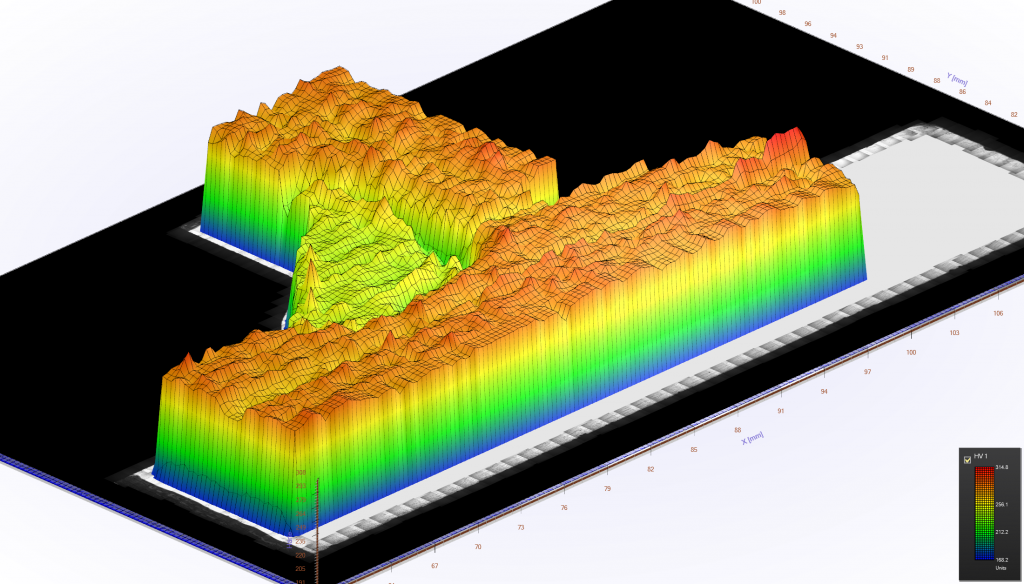
Mapping eljárással készített hegesztési varrat vizsgálatának háromdimenziós képe
Milyen lépések szükségesek ehhez?
Mapping-kép készítéséhez minden esetben beágyazott mintára és polírozott felületre van szükség a szabvány szerinti és pontos Vickers-mérés elvégzése érdekében. Emellett törekedni kell a minta stabil elhelyezésére az asztalon, ezért javasolt a mintatartó használata.
A mintát az automata XY asztalra helyezve a fókusz és a megfelelő fényerő beállítása következik, melyet a modern keménységmérők már automatikusan elvégeznek az ún. touch (érintés) funkcióval. Ennek során a berendezés a motoros fejmozgatás segítségével a benyomótesttel automatikusan megérinti a minta felületét, majd az optikai rendszerre átváltva az érintés során keletkezett lenyomat alapján automatikusan beállítja a fényerőt és a fókuszt, ezzel csökkentve az éles felületi kép eléréséhez felhasznált időt.
A fókuszálást követően motoros asztalmozgatás segítségével a minta szélét megkeresve, az ún. Scanningfunkció használatával a külső élek mentén sorozatfelvételeket készítünk, melyek összeillesztésével a darab teljes képe megjelenik a képernyőn. A teljes felület kijelölhető, majd a szoftverben az általunk meghatározott lépésközök megadásával és a terheléstartomány kiválasztásával a program beállítható. A beállítások megadása után egy előzetes kép látható a pontok elhelyezkedéséről. A program elfogadásával és mentésével a gép készen áll a mérés elvégzésére. A sorozatmérés indításával a keménységmérő a vizsgálatot automatikusan végzi el.
Mennyi időt vesz igénybe egy ilyen vizsgálat?
A Mapping elvégzéséhez szükséges időt leginkább az határozza meg, hogy milyen lépésközökkel osztjuk ki a lenyomatokat a felületen, valamint az, hogy mekkora a felület. Ez a folyamat pár órától kezdve egy teljes éjszakán át is tarthat. Ezért is nagy előny az automatizálás, mert amíg a vizsgálat fut, a felhasználó más munkát is végezhet.
Milyen előnyt biztosít a Mapping hegesztési varratok vizsgálata esetében?
A Mapping legnagyobb előnye, hogy átfogó képet mutat a hegesztési varrat és a különböző hegesztési zónák keménységeloszlásáról, így képet kaphatunk a hegesztési technológia módosításának igényéről vagy annak megfelelőségéről. Ezek alapján a fejlesztés iránya is könnyebben kijelölhető. Mindez segítség lehet egy stabil és megbízható gyártási technológia kidolgozásában.
_
Kérdés, érdeklődés esetén keressen bizalommal:
Szabó Tamás,
szakterületi üzletkötő – keménységmérés
06 1 420 5883 vagy info@grimas.hu
Termékek
Roncsolásmentes Avi.
Roncsolásos Avi.
Speciális Avi.
Elérhetőségek
Irodai cím:
1214 Budapest, Puli sétány 2-4.
Telefonszám:
+36 1 420-5883
Email:
info@grimas.hu
Nyitvatartás:
Hétköznap: 7:30 - 16:00
Copyright 2023 | GRIMAS Ipari Kereskedelmi Kft. © Minden jog fenntartva.