Üzemelő ipari szerkezeteknél a korrózió az egyik legkomolyabb műszaki probléma, ezért a korrodálódásra hajlamos berendezéseket időközönként ellenőrizni kell.

UT és ET korróziós vizsgálatok csővezetékeken és palástfelületeken
Az ellenőrzéseket hatékony vizsgálati módszerrel és berendezéssel kell elvégezni, hogy nagyobb méretű berendezések is jól karbantarthatók legyenek, és hatásos legyen a megelőző tevékenység. A cél tehát olyan módszert találni, amely termelékeny és a döntéshozóknak megfelelő dokumentációt ad a gyors és hiteles döntéshez illetve a hosszabb távú állapotmegfigyeléshez.
Az egyik megoldás az ultrahangos vizsgálattechnológia, melynek lényeges eleme a vizsgálófej és a vizsgálandó felület közötti folyamatos vizsgálóközeg-csatolás (víz, viszkózus gél vagy paszta) biztosítása, ami akár függőleges felületen is képes fenntartani a hatékony hangátvitelt a vizsgálófej és a vizsgált anyag között. A folyékony állagú csatolás kiküszöbölésére az utóbbi években kifejlesztették a lágy gumicsatolást az ultrahangos hengerszkenner segítségével. Így egyszerre 100-150 mm sávszélesség letapogatására van lehetőség. A sávtávolságok pontos tartását a felület megjelölése és a vizsgálókocsira felhelyezhető lézeres útvezető segíti.

Ultrahangos hengerszkenner
Ezzel a különleges ultrahangos vizsgálati módszerrel és a hozzá fejlesztett regisztrációs (jelfeldolgozó) szoftverrel már sokkal hatékonyabban lehet felületeket vizsgálni és kiértékelni, de még mindig nem nyújt megoldást nagy felületen történő, helyszíni vizsgálatokra. A teljesítmény növelésének érdekében egy másik vizsgálati eljárás alkalmazandó, aminek a segítségével jóval nagyobb felületet is le tudunk egyszerre tapogatni.
Az örvényáramos vizsgálati módszerek között van egy speciálisan erre a célra kifejlesztett motorizált síkszkenner rendszer, mellyel jóval nagyobb felületet tudunk vizsgálni egyszerre, mivel több (akár nyolc) örvényáramos szonda párhuzamos kötésére van lehetőség, így a vizsgálati sávszélesség 300 mm-re növelhető. A vizsgálati elv lényege, hogy a korrózió által okozott keresztmetszet-változásnál sűrűsödni fognak a mágneses erővonalak, megváltozik a mágneses tér permeabilitása, ez használható a hibák kijelzésére.
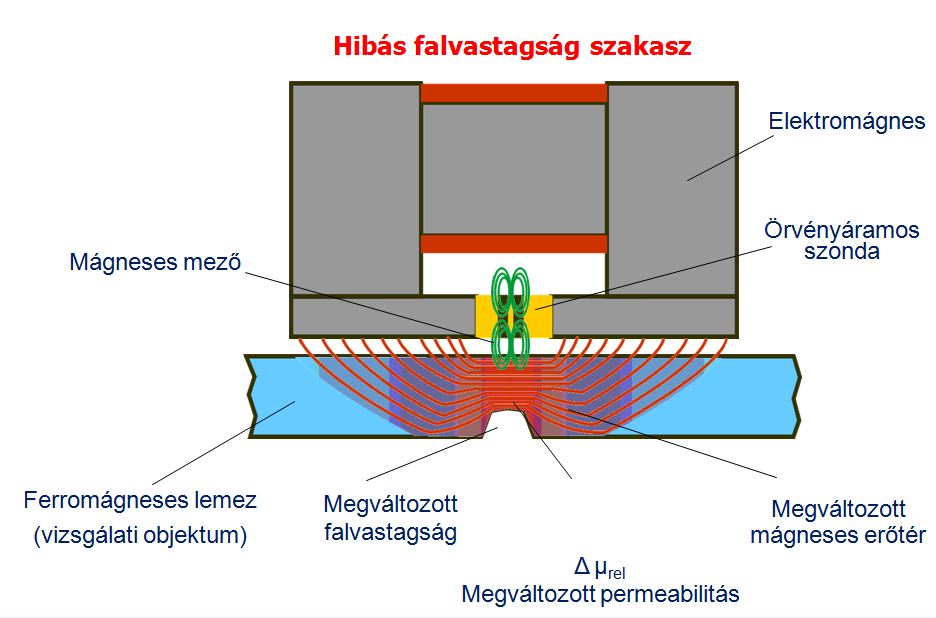
Hiba kimutatása örvényáramos szonda segítségével
Tartályok korróziós vizsgálata
Egy álló tank részei a palást, a fenék, a kifolyó csonkok és csővezetékek, illetve ezek hegesztési varratai. Minden elemnek van a tárolt közeggel és a környezettel is érintkező felülete, melyeknek lehet erősebb vagy gyengébb korróziója, mindet szükséges vizsgálni. A SLOFEC (Saturated Low Frequency Eddy Current) néven is ismert alacsonyfrekvenciás örvényáramos vizsgálatot ajánljuk, hiszen gyorsabb és a vizsgálati eredményekben jól elkülönülnek a külső és belső felületekről érkező hibák.
A legnagyobb felületek a paláston és a fenéklemezen vannak, egyes tartályoknál akár több ezer négyzetmétert tesznek ki. Elsősorban a fenéklemez teljes felületének letapogatására kell koncentrálni, mert ott a leggyakoribb a korrózió. Itt vannak olyan holt zónák, amelyek a nagyobb szkennerekkel nem elérhetők, erre a problémára kitűnő megoldás a cikk elején bemutatott ultrahangos hengerszkenner.
A csővezetékek vizsgálata is nehézkes, mert általában szigeteléssel vannak burkolva, ezért csak belső szkennerrel lehet a felületet letapogatni. Problémát jelent a belső szkenner csőbe való bevezetése, meghajtása és áramellátása is, de erre is létezik megoldás.
Hibatérkép segíti az állapotellenőrzést
A vizsgálati rendszer óriási előnye, hogy a kiértékelési metódus és a működtető szoftver azonos minden szkenner esetében, így „csak” a szkennereket kell az adott felülethez alakítani. A 300 mm-es csíkokban készült felületfelvételeket a szoftver egyesíti, így teljes hibatérkép készül az egész tartályfenékről vagy palástról.
A hibatérképen színek jelzik a detektált hibák mértékét, illetve elhelyezkedését a lemez egyik vagy másik oldalán. Az elkészült lemeztérképek alapján érzékelhető a tartály állapota, és kijelölhető a javításra kerülő felület. A lemezfelületek mellett a hegesztési varratok állapota is megvizsgálható. Erre külön szondacsoport áll rendelkezésre, amely a varratok teljes felületét képes letapogatni.
Az elvégzett vizsgálatokról digitális jegyzőkönyv készül, az ebben eltárolt vizsgálati jelek felhasználhatók a következő időintervallumokban (1-5 év) és a megismételt vizsgálatok során keletkezett eredmények összehasonlíthatók az előző adatokkal, így követhető az idő során változó, általában növekvő korrózió. Az állapotfelügyeleti szakemberek számára ez a legbiztosabb módszer, így adott ipari szerkezetről pontos, tervezhető információjuk lesz és megelőzhetővé válik a váratlan káreset, tönkremenetel.
Szerző: Szilágyi Gergely
A cikk anyaga a 2017 évi Balatoni Ankéton szakmai előadás formájában is elhangzik majd.
A technológiáról vagy a kapcsolódó eszközökről bővebb tájékoztatásért keressen minket elérhetőségeinken: 06 1 420 5883 vagy info@grimas.hu
Termékek
Roncsolásmentes Avi.
Roncsolásos Avi.
Speciális Avi.
Elérhetőségek
Irodai cím:
1214 Budapest, Puli sétány 2-4.
Telefonszám:
+36 1 420-5883
Email:
info@grimas.hu
Nyitvatartás:
Hétköznap: 7:30 - 16:00
Copyright 2023 | GRIMAS Ipari Kereskedelmi Kft. © Minden jog fenntartva.